A Tsinghua University team claims sub second volumetric 3D printing with fine features, and the trick is moving the optics instead of the resin.
Volumetric 3D Printing Keeps Bumping Into Physics
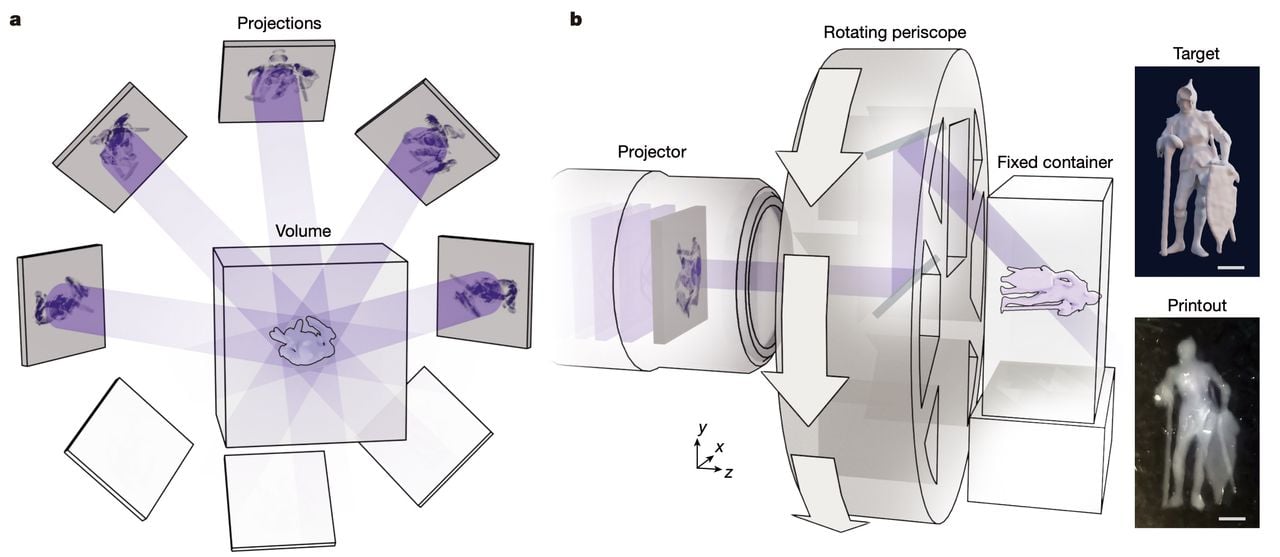
Volumetric additive manufacturing has been one of the most interesting alternatives to layer wise photopolymer resin processes including stereolithography, MSLA and DLP. Instead of stepping through z, approaches like computed axial lithography (CAL) project many angular patterns that sum into a 3D dose distribution, curing an entire volume at once.
But CAL style systems often pay for fidelity with mechanics. To get enough angular views for tomographic reconstruction, many implementations require rotating the entire resin tank through 360 degrees. That can make 3D printing awkward, can limit rotation speed due to vibration and alignment drift, and has tended to push users toward higher viscosity resins so the partially cured part does not sink or move during multi second exposures.
There is also a less obvious optical issue. As you push for smaller features with higher numerical aperture, the depth of field collapses. Previous methods that behave more like ray optics can struggle to hold modulation quality far from the objective plane, which is inconvenient when your target volume is millimetres thick.
Rotating Periscope Plus Holographic Optimization
The new method is called digital incoherent synthesis of holographic light fields, or “DISH”. Instead of rotating the container, DISH uses a high speed rotating periscope in front of the objective to sweep the projection angle while the resin tank stays in a fixed position. Patterns come from a digital micromirror device (DMD) that can flip at up to about 17,000 Hz, synchronized to the periscope rotation.
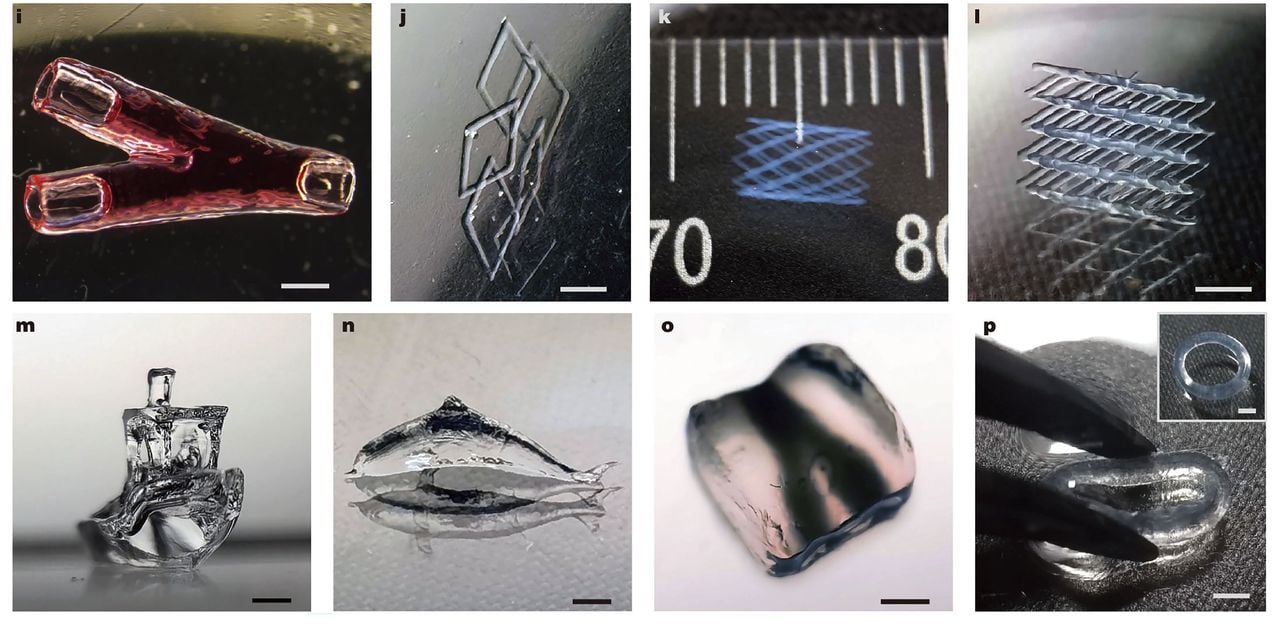
The key claim in the paper is that DISH can maintain a stable printing resolution of about 19 µm across a 1 cm depth range, while finishing a millimetre scale print in only 0.6 seconds. The researchers report their finest independent positive feature at around 12 µm, and they show measurement driven uniform line width results near 11 µm for specific relief tests across that full centimetre range.
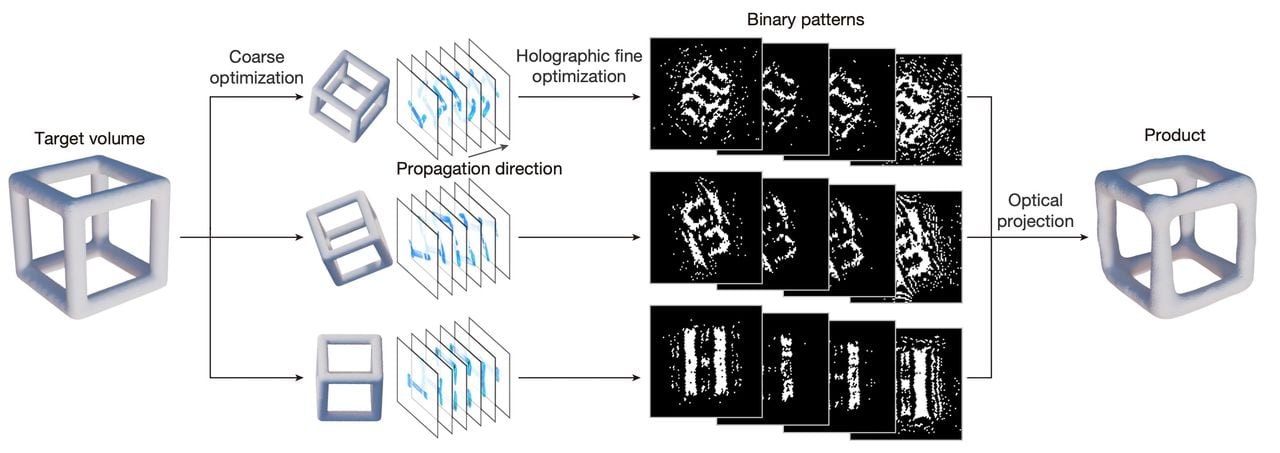
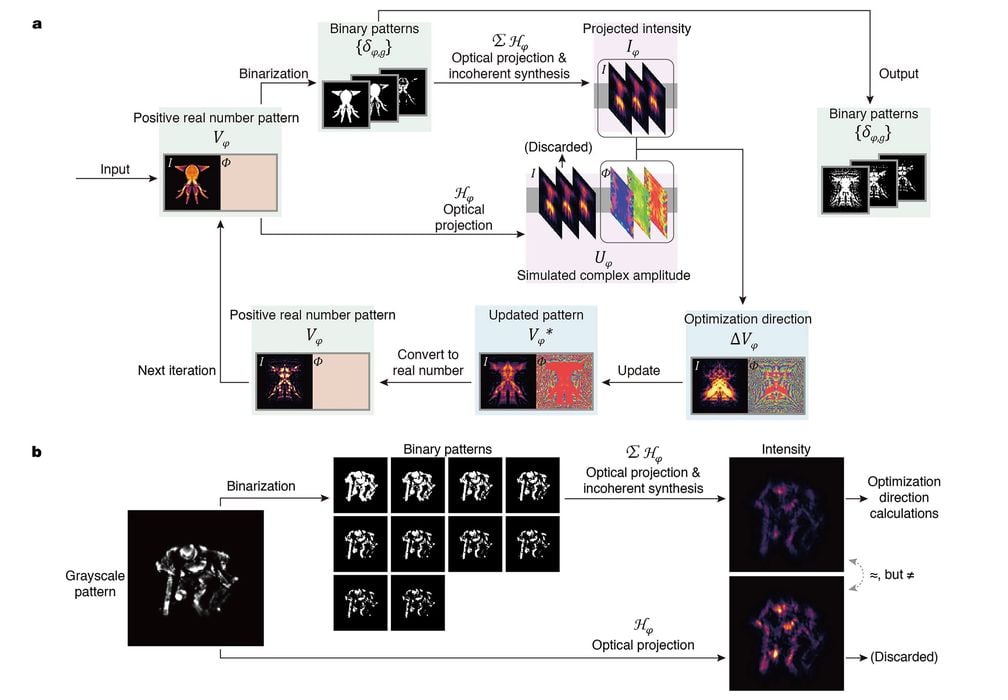
Rather than relying on partially coherent illumination, they use a coherent 405 nm laser and treat the projections holographically. Because a DMD is amplitude only, the phase engineering happens in software: an iterative wave optics model optimizes binary patterns for many angles, accounting for refraction at the air resin interface and the resin’s exposure thresholds.
Calibration is not optional here. With high speed angular projection, small misalignments blur the integrated dose. The authors add an adaptive optics style calibration using fluorescence imaging from two orthogonal cameras to correct each angle’s projection at the pixel level, apparently completing calibration in minutes for a fixed setup.
Why This Matters, And Where It Might Break
The headline number is that incredible print speed, but the practical gain here is what that speed enables. DISH can print in low viscosity materials, with the paper noting operation down to about 4.7 cP because the exposure is so short that sinking becomes less relevant. Speed helps!
That opens the door to flow based handling, and the authors demonstrate a fluidic channel that shifts finished parts, replenishes resin, and collects products with a strainer while reusing uncured material.
If the DISH process really scales cleanly, it starts to look less like a proof of concept and more like a programmable micro moulding line. They print varied geometries back to back, including a #3DBenchy sized demonstration and more intricate shapes, without changing tooling. They also show compatibility across several acrylate chemistries and hydrogels.
There are some challenges that will face anyone thinking about adoption. The compute requirement is heavy: one reported configuration took roughly 24 hours (!) in MATLAB on a desktop class CPU to generate patterns for a 7.3 × 7.3 × 10.0 mm volume, though the authors expect GPU acceleration or neural network hologram generation to reduce that. The prototype laser power is also described as limiting, and higher power would be needed to push rotation speeds toward the stated 10 rotations per second.
Could DISH Move Beyond The Lab?
The most important next step is reproducible throughput data under realistic resin formulations, including mechanical properties and dimensional repeatability across batches. It will also be useful to see how the method behaves with higher attenuation materials, filled resins, and oxygen inhibited systems that are common in real production photopolymer workflows.
Finally, commercialization signals are missing: there is no pricing, no machine roadmap, and no clear statement of whether DISH is intended as a product or primarily a research platform. The long processing setup time is concerning. Even so, the combination of sub second exposure and a flow compatible architecture is exactly the kind of pivot volumetric printing needs to escape the mostly demo stage it’s currently in.
Via Nature